Vacuum systems that pick up, fix and rotate the can ... are surprisingly
reliable today and this precision is necessary since only a high level
of measurement accuracy enables the detection of small shape defects.
State-of-the-art technology for curl and shoulder inspection
includes a one-camera system in the necking tool plate, equipped
with special optics to view hidden areas behind the curl. Interestingly,
some of the most critical defects develop exactly there, such
as an incomplete or split curl, bottom waviness caused by errors in
the extrusion process or aluminum particles beneath the curl. All
of these defects are often completely invisible when looking from
above but could present a true quality-related disaster should they
pass undetected. Consequently, the bottom side of the curl and
the hidden part of the shoulder must be optically accessible. Only
one inspection system available on the market can be installed
directly inside the necking machine and is handled like a forming
tool, which makes the re-tooling process quick and easy. The
inspection covers surface defects, print defects and dimensional
deviations. The additional curl measurement is performed at an
accuracy of 50 μm/pixel.
Alternatively, can top inspection can be
positioned at the output conveyor. However, this
is often the second choice since can positioning
is less precise there and special optics can only
be used to a limited extent while viewing the
hidden areas behind the curl.
Three-dimensional inspection:
Laser Triangulation
Multiple shaping technology is currently
popular in aerosol can design and, at the same
time, has been the trigger for a new technical
approach in visual inspection. Can producers
themselves needed an improved method to
better inspect the shape of the finished can, curl
and shoulder when even the best one-camera
system had reached its limits. An additional
approach to inspection was required, one that
could produce can height profiles by laser
triangulation.
This method is not new and goes back to
1978. A laser beam projects a dot or line onto
an object that is subsequently scanned by a camera.
Depending on how far away the laser strikes
the surface, the laser dot/line appears at different
positions in the camera’s field of view. The term triangulation
is based on the fact that laser, object and camera form a triangle
that is used to determine the location of the laser dot/line on the
object. This works well for single sided inspections; however aerosol
cans pose a special challenge. The whole lateral surface has to
be checked and, consequently, the can must be rotated.
Shape control
The first requirement for a shape control by laser triangulation
is a rotating can. This raises the question of how to implement
such a rotation at a production stage where the can is no longer
on a mandrel and will never be put on a mandrel again. Vacuum
systems that pick up, fix and rotate the can are the answer. Such
devices are surprisingly reliable today and this precision is necessary
since only a high level of measurement accuracy enables the
detection of small shape defects.
Another question to consider is which type of laser emitter is
best suited for such an application. One factor to consider is that
the thinner the line, the better the measurement. A red laser line
produces a good response on the camera chip and is therefore
often preferred; however, this line is too wide for a precise inspection.
Deep blue provides the thinnest line. The new shape control
inspection system uses a fiber-coupled diode laser with a blue line
that is approx. 10 μm wide. It is a safe Class 2M laser that does
not need any protective housing. The enclosure of the inspection
system is intended more to protect the hardware against environmental
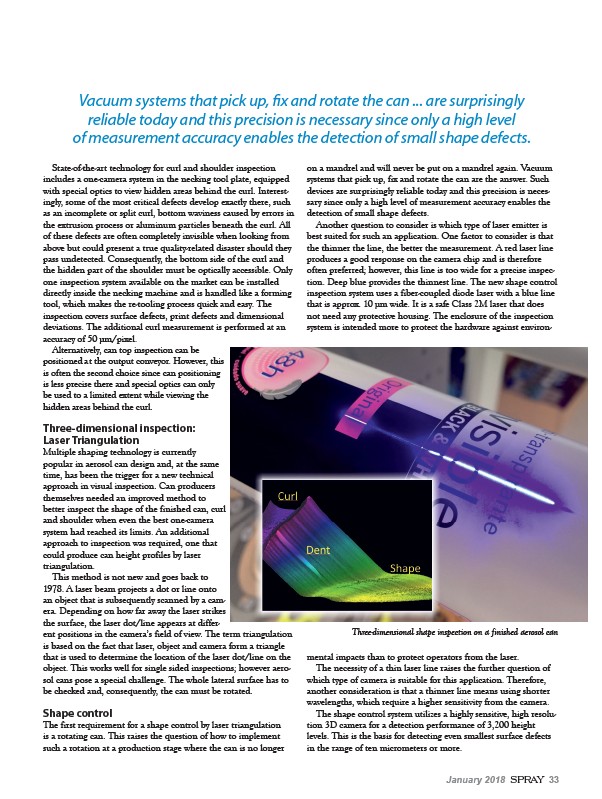
Three-dimensional shape inspection on a finished aerosol can
impacts than to protect operators from the laser.
The necessity of a thin laser line raises the further question of
which type of camera is suitable for this application. Therefore,
another consideration is that a thinner line means using shorter
wavelengths, which require a higher sensitivity from the camera.
The shape control system utilizes a highly sensitive, high resolution
3D camera for a detection performance of 3,200 height
levels. This is the basis for detecting even smallest surface defects
in the range of ten micrometers or more.
January 2018 Spray 33